Motorblöcke
bearbeiten…
Kurbelwellen
bearbeiten…
Zylinderköpfe
bearbeiten…
Pleuelstangen
bearbeiten…
Hauptlagergasse
bearbeiten…
Alusil Motorblöcke
bearbeiten…
Drehen, Fräsen
bearbeiten…
Montage und Demontage
bearbeiten…

In der Bearbeitung findet die eigentliche Aufarbeitung an den Bauteilen des Motors statt. Die Herzstücke eines Motors wie Kurbelgehäuse, Kurbelwellen, Pleuel, Zylinderköpfe werden so bearbeitet, dass sie in Form und Oberflächenqualität wieder Neuteilen entsprechen. Hierzu wird der Oberflächenverschleiß an den Funktionsflächen dieser Bauteile auf speziellen Bearbeitungsmaschinen entfernt.
Bei der Aufarbeitung des Kurbelgehäuses werden grundsätzlich alle Zylinder im identischen Maß bearbeitet. Durch den Hohnprozess wird der Durchmesser der Zylinder in vorgegebenen Bearbeitungsstufen vergrößert. Übermaßkolben gleichen diesen Bereich wieder aus, sodass das Kolbenspiel anschließend an allen Zylindern dem vorgegebenen Wert eines neuen Motors entspricht.
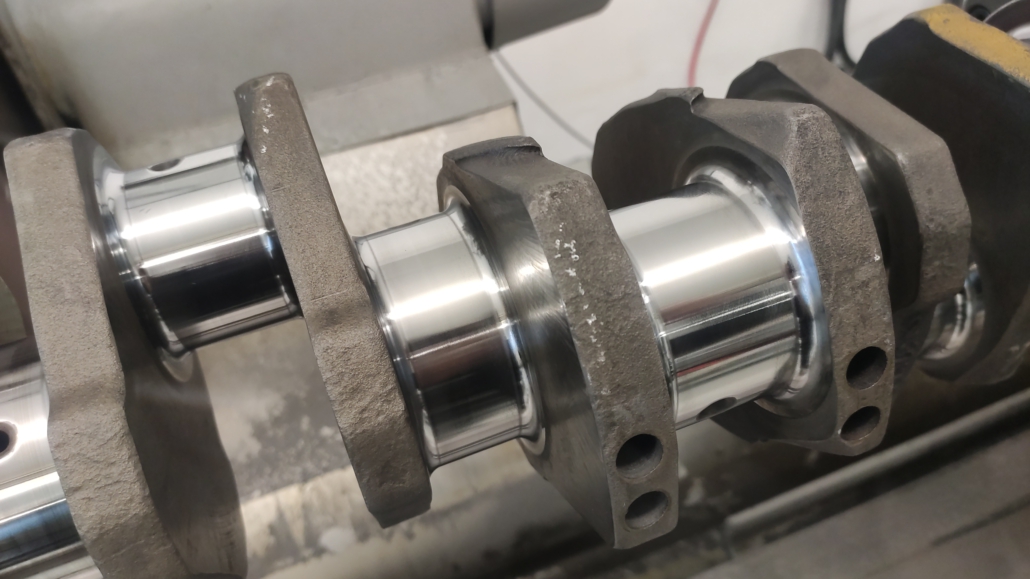
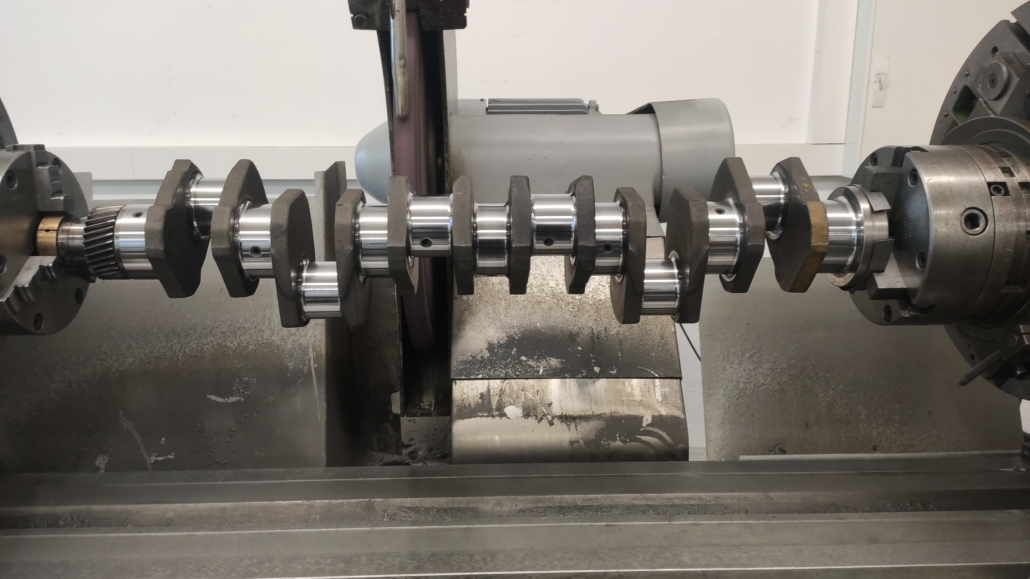
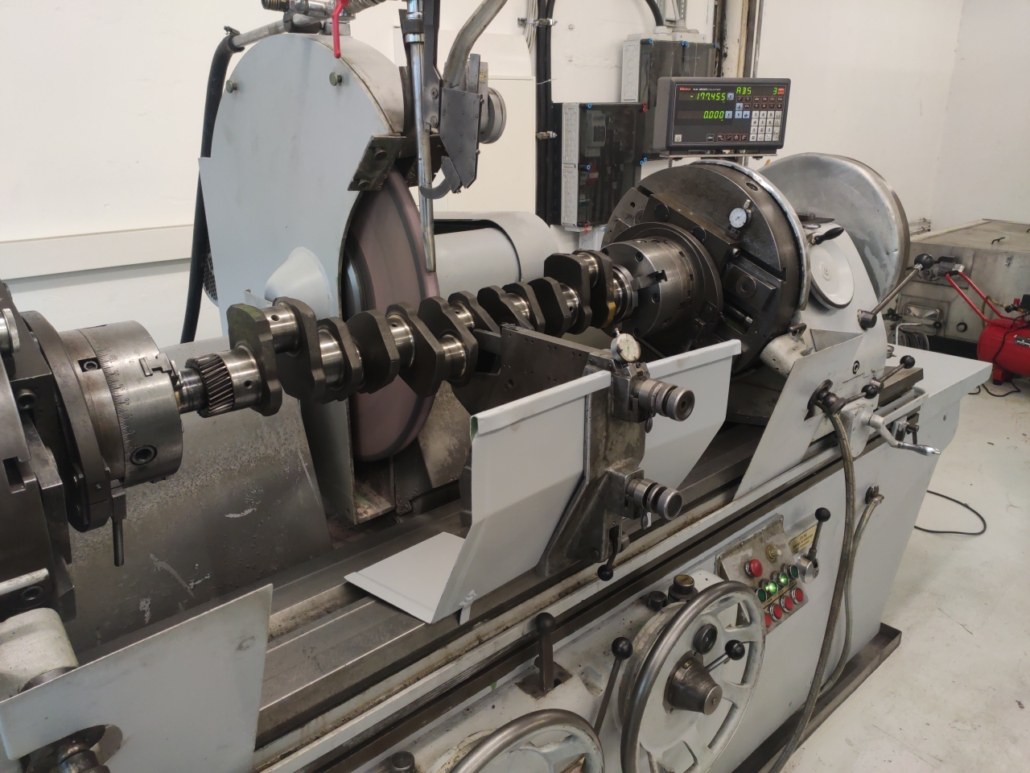
Die Lagerstellen der Kurbelwellen werden auf speziellen Schleifmaschinen bearbeitet. Die durch den Schleifvorgang abnehmenden Zapfendurchmesser der Lagerstellen werden mit Übermaßlagerschalen ausgeglichen. Es werden immer alle Haupt- oder Pleuellagerstellen einer Welle in dasselbe Maß geschliffen. Ventile und deren Sitzringe werden bearbeitet und bei Bedarf erneuert. Generell gilt: was nicht so aufgearbeitet werden kann, dass es nach der Überholung einem Neuteil entspricht, wird erneuert!
Das Honen von Motorblöcken ist ein Teil der maschinellen Bearbeitung der Motorblöcken. Nach dem Bohren des Motorblocks auf den Übermaß des Kolbens oder nach dem Austausch der Buchsen im Block müssen die Blockzylinder gehont werden, um eine vernetzte Arbeitsfläche entsprechend den Werksvorgaben zu erreichen. Durch das Honen wird auch die richtige Geometrie der Zylinderbohrung erreicht. Wenn beim Wechseln von Kolben oder Gliedern das Zylindermaß innerhalb der Toleranz liegt, muss der Zylinder nicht gebohrt werden, sondern kann man sofort mit dem Honen des Zylinders beginnen, um eine Oberflächenstruktur die aus kreuzenden Rillen besteht wiederherzustellen.
Im Bereich der Pleuelstangenbearbeitung bieten wir unter anderem folgende Dienstleistungen an:
Die Pleuelstange verbindet den Kolben mit der Kurbelwelle. Das Prüfen und Bearbeiten der Pleuelstange ist ein wichtiger Schritt beim Umbau eines jeden Motors. Der erste Schritt bei der Bearbeitung einer Pleuelstange besteht darin, die Pleuelstange selbst auf Verzerrung und Verzug (mit bloßem Auge nicht sichtbar) an einem in unserer Werkstatt konstruierten Spezialwerkzeug zu prüfen. Im zweiten Schritt werden die Buchsen überprüft und ggf. die Pleuelstangebuchsen an der Maschine für die Bearbeitung von Pleuelstangen ausgetauscht.
Wir können alle Abmessungen von Pleuelstangen mit Feinsteinsegmenten honen und bei Pleuelstangen mit flacher Sitzfläche können wir die Geometrie der Bohrung des Pleuelfußlagers durch Honen wiederherstellen. Oftmals können wir sonst unbrauchbare Pleuelstangen reparieren und sparen so das Geld für den Neukauf von Pleuelstangen.
Das Bohren von Motorblöcken ist ein Teil der Motorblockbearbeitung. Das Bohren des Motorblocks beinhaltet das Bohren des Motorblockzylinders am Übermaß des Kolbens oder als Vorbereitung für den Einbau der Zylinderlaufbuchse, um die Standard-Werksmaße zu erreichen. Die Hauptgründe für das Bohren des Zylinders des Motorblocks sind: verschiedene Schäden am Zylinder durch Mangelschmierung, Überhitzung des Motors oder unsachgemäße Schmierung, bei der der Ölfilm zwischen dem Kolben und Zylinderwand reißt und der Kolben am Zylinder reibt, und wenn der Zylinder durch Abnutzung verschleißt, weshalb die Kolbentoleranz außer Maß ist.
In unserer Werkstatt haben wir eine große Auswahl an Werkzeugen zum Bohren von Zylindern, richtigen Vermessen der Zylindergeometrie und eine große Auswahl an Zylinderlaufbuchsen. Bei Bedarf können wir in Zusammenarbeit mit Gießereien Zylinderlaufbuchsen in verschiedenen Größen herstellen.
Im Bereich der Kurbelwellenbearbeitung und den Rundschleifarbeiten bieten wir unter anderem folgende Dienstleistungen an:
Diese Dienstleistungen erfolgen sowohl für die Industrie und Handwerk als auch für die allgemeine Motoreninstandsetzung, auch für Landmaschinen und Baumaschinen.
An Zylindern und Motorblöcken führen wir folgende Arbeiten für Sie aus:
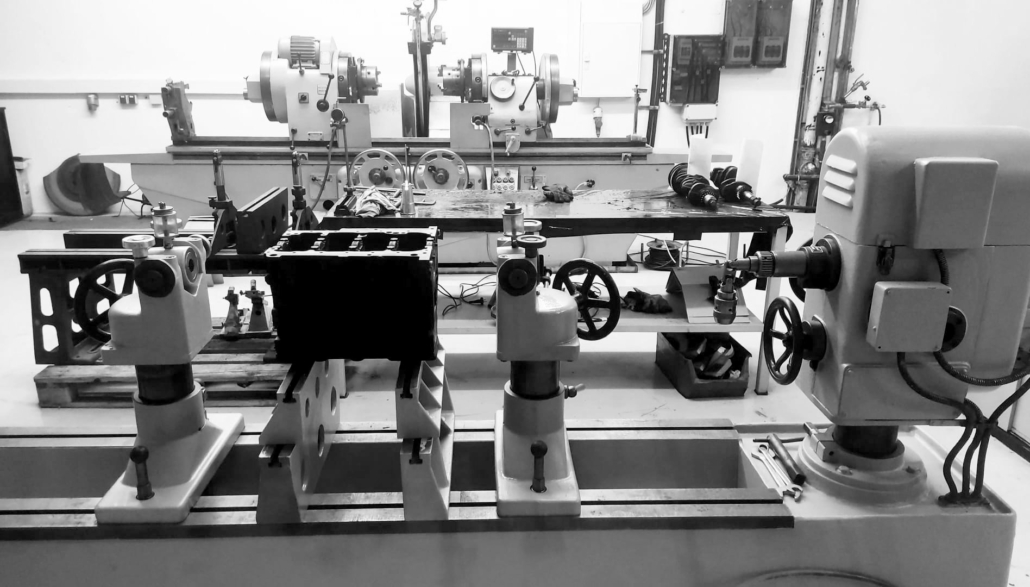
Tritt eine Beschädigung der Hauptlagergasse im Motorblock auf, kann diese durch Horizontalbohrung repariert werden. Die Vorbereitung für die Horizontalbohrung beginnt mit dem Begradigen der Halterungen oder des Hauptlagergehäusedeckels und dem Begradigen ihres Sitzes auf dem Motorblock, um den Durchmesser des Gehäuses zu reduzieren. Nach dem Reduzieren des Durchmessers wird der Motorblock auf die Maschine aufgesetzt und eine Maschinenstange mit einem Bohrmesser wird in das Hauptlagergehäuse eingefädelt. Es ist wichtig, den optimalen Durchmesser der Bohrung vorzubereiten, damit die Bohrung nach dem horizontalen Bohren innerhalb der Toleranzen liegt.
Für einige Motoren auf dem Markt gibt es Hauptlager, die außen überdimensioniert sind, um die Vorbereitung auf die Horizontalbohrung zu vereinfachen, wodurch ein Abflachen der Anschlagflächen vermieden werden kann, was eine bessere Lösung für die Geometrie der Hauptlagergehäusebohrung ist.
Bei größeren Beschädigungen (Reiben) des Hauptlagergehäuses, bei denen eine Horizontalbohrung allein nicht ausreicht, tragen wir Material auf durch das Schweißen von Blindnähten und bohren dann. Ein ähnliches Verfahren wird verwendet, um Schäden am Hauptlagergehäuse am Axialsitz zu reparieren.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}